



◆ Carbide tipped cutting edge welded to the tough alloy steel body
◆ Special Multi-Cut design(3-ply)help to remove chips and reduce cutting resistance
◆ High cutting speed, High wear resistance and considerably longer tool life
◆ Can achieve good drilling performance on complicated(harder)materials
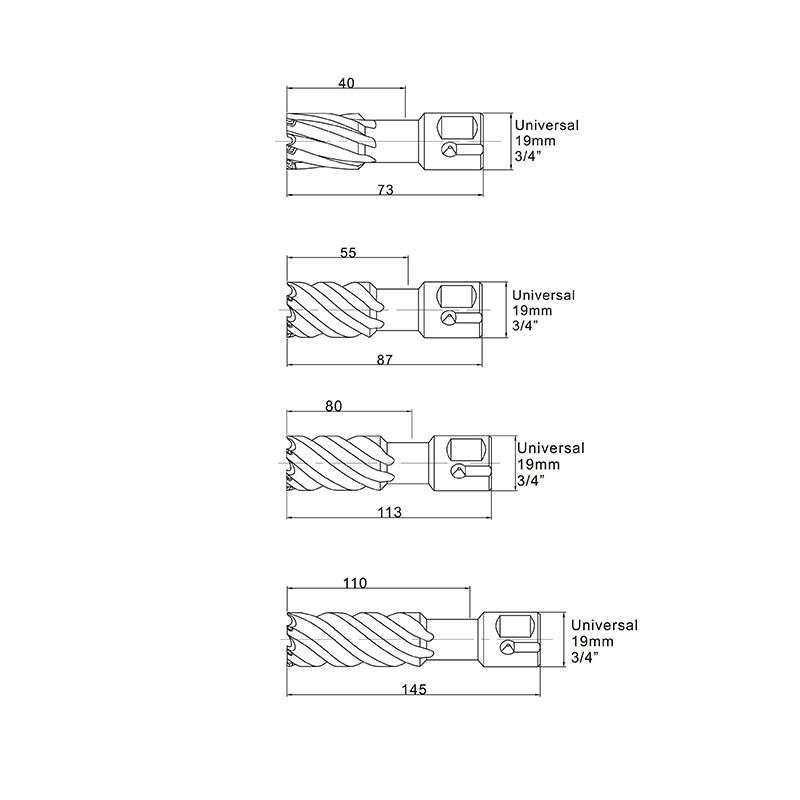
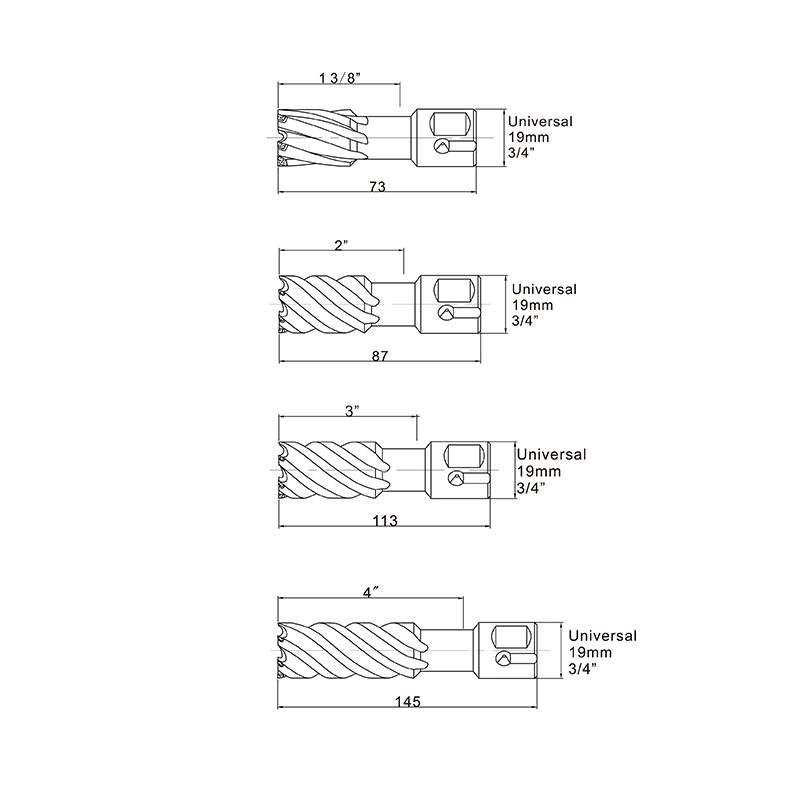
◆ Ф19.05mm(3/4") Universal Shank
◆ Suitable for all kinds of magnetic drills and press, machines and all kinds of drilling presses
Tel +86-021-67687220
E-mail tsmaster@126.com
ADD Block 4, #1399 East Rongle Road, Songjiang, Shanghai, 201613, China







